





型号:
更新时间:2022-02-11 | 阅读:3997

详情介绍
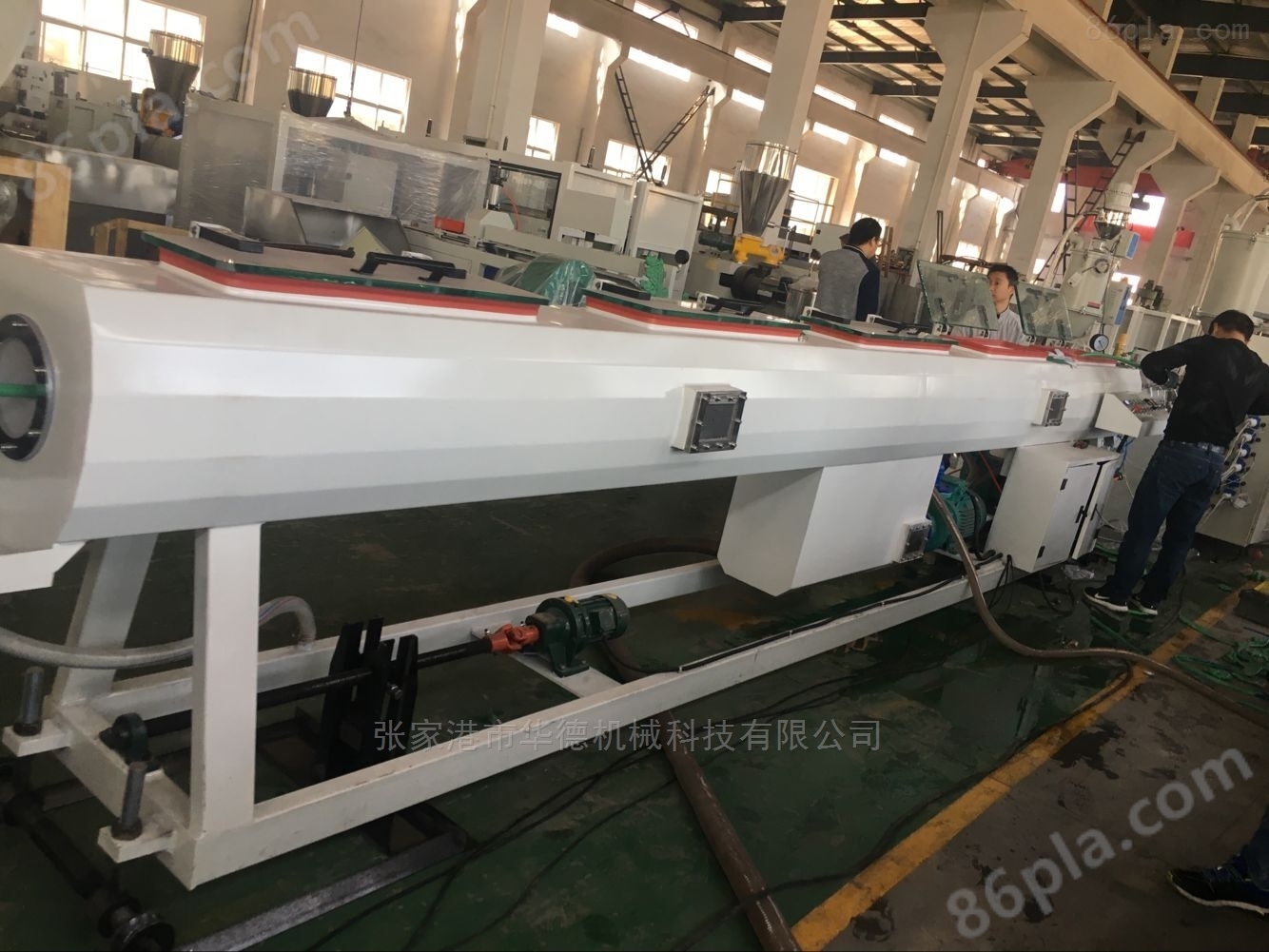
优质ppr管材生产设备简介:
挤出机的螺杆采用屏障式结构,机筒拥有*的沟槽式结构,以便达到良好的塑化和混炼效果。HDPE(PP、ABS)大口径管材则采用篮式模具的特殊设计,降低溶解温度和主机压力,达到很好的混合效果,从而使产量得到保证。
冷却和定径系统的*设计,使用水循环冷却HDPE(PP、ABS)原料,都适合上述原料的冷却。设计上的*性可以提高直径尺寸的稳定性和圆整度,满足厚壁管生产的需要。
真空定径箱的特殊设计,可以确保直径尺寸的稳定和圆整度,速度控制系统,使牵引速度稳定。整条生产线可采用PLC控制,液晶屏幕控制面板,操作简便。可以配备色标挤出机,使生产的管材有色标线。
专门致力于PPR管材生产制造,采用高效的单螺杆挤出机,配置西门子品牌PLC全自动控制系统达到高产量以及挤压的稳定性。同时可以通过改变配置单元实现PE-RT,PEX,PB管材线的生产制造。可以采用单管生产线也可双管生产线,适用性强。可满足多种物料树脂生产要求。
生产线特征
人机界面操作自动化程度高。
采用螺杆塑化效果好。
采用复合螺旋形机头,有效清除材料记忆功能。
真空定型,恒温控制,消除了管材应力。
采用共挤机头,增加了管材标色线。
挤出量大熔体温度低熔体温度均匀。
广泛的物料加工范围。
优质ppr管材生产设备过程中遇到问题如何解决
1、管子表面有焦迹 可能原因是机身或机头温度过高;机头和过滤器没清洗干净;粒料中有杂质;原料热稳定性差或热稳定剂量过少;控制温度仪表失灵。
2、管材表面有黑色条纹 可能原因机头温度过高,过滤器没清洗干净。
3、管材表面无光泽 可能是口模温度过低或过高。
4、管材表面有皱纹 可能是口模四周温度不均匀;冷却水太热;牵引太慢。
5、管材内壁毛糙 可能是芯棒温度偏低;机身温度过低;螺杆温度过高。
6、管材内壁有裂纹 可能是料有杂质;芯棒温度过低;机身温度低;牵引速度过快。
7、管内壁有凹凸不平 可能螺杆温度过高;螺杆转速太快。
8、管内壁有气泡 可能料受潮了。



 关闭
关闭 电话
电话 询价
询价