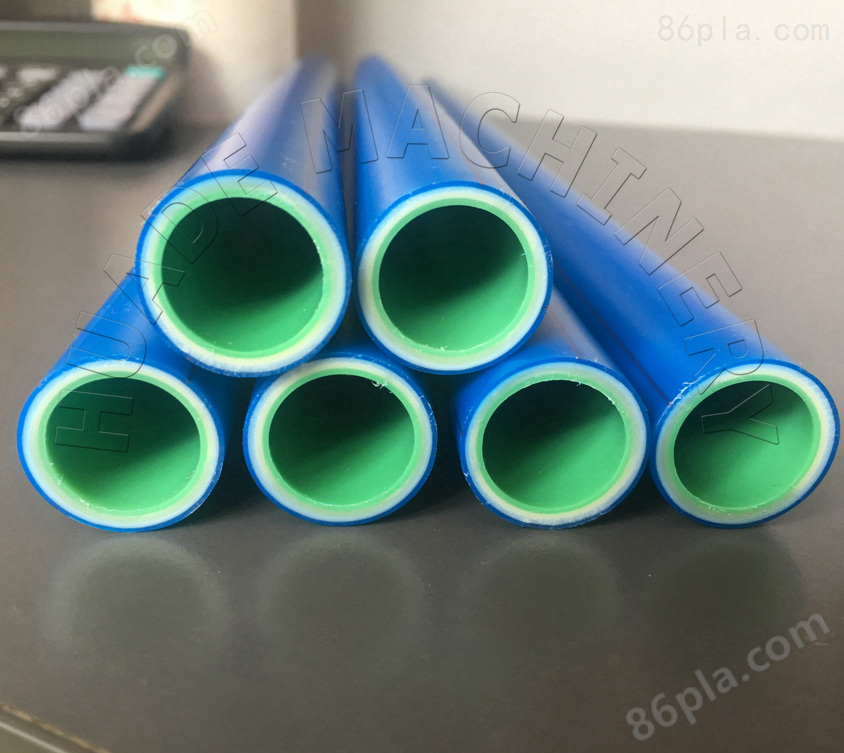
PPR四层冷热水管挤出机生产线特点
1.该机主要用于以PPR树脂为原料的管材生产
2.采用开槽喂料机筒及屏障式螺杆设计,可提高塑化效果.
3.挤出量高,熔体温度低,温度均匀的优点.
4.屏障型两极混炼即—日螺杆,开槽机筒。
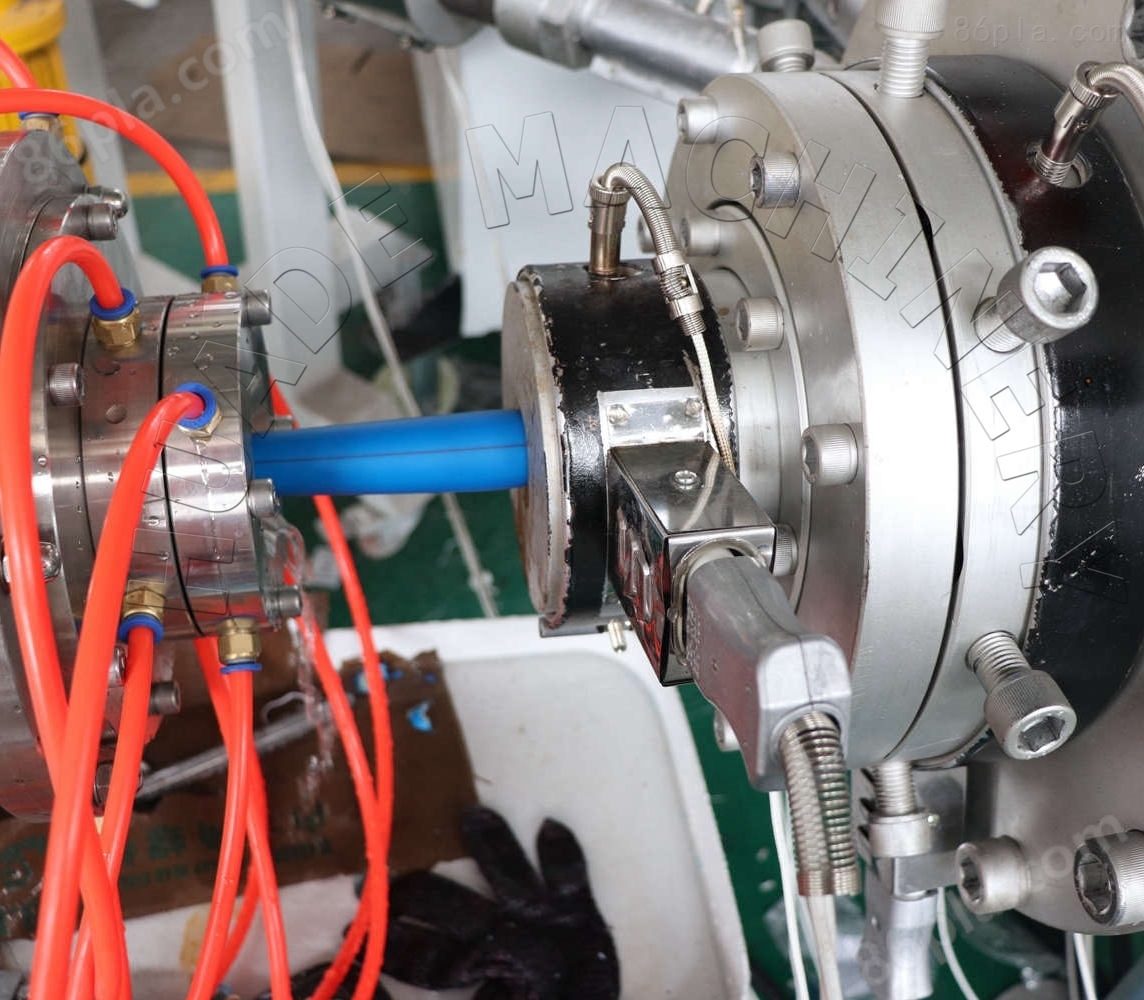
5.配置二次分流型新型模具,具有低温、低压挤出的特点:水膜式定径套,保证管材高速生产。
6.生产线由PLC程序化控制,ppr冷热水管生产线厂家,设置有良好的人机界面。
7.可选装标识线挤出,生产带色标线管材。生产线更换模具,可生产PE管材。
8.无规共聚丙烯生产线主要用于生产以PP-R树脂为原料的管材生产线,同时也适用于以PP、PB、PE树脂为原料的管材生产。
该机组是以SJ-65/33为挤出机,配备相应的模具、冷却装置、牵引装置,用于连续高效挤出生产管材。具有质量稳定,操作方便等特点。
PPR四层冷热水管挤出机生产线注意事项:
1、操作人员应熟悉紧急停车按钮及本岗位工作流程,一旦出现紧急情况能做出处理。
2、每次开机时人工加淸机料,并盖好盖子后还应观察挤出机排气口有无料粘附在上面,如有应用木具或塑料工具*清理干净。
3、定径套与模头之间的距离不能相隔的太近(125px~250px)。
4、正常开机时,应注意挤出机负载(电流),不能使负载数据上升太快,应慢慢提高双螺杆转速及人工加料的速度。
5、正常停车时应注意挤出机负载不能超出正常值。
6、管材在冷却真空想至牵引机间,上表面不能有水珠成积水现象,应干净无水。
7、每次断料时应把喷码机喷头移开,测定管长应用钢卷尺测定













 关闭
关闭 电话
电话 询价
询价