ppr管材生产线设备特征:
人机界面操作自动化程度高。
采用螺杆塑化效果好。
采用复合螺旋形机头,有效清除材料记忆功能。
真空定型,恒温控制,消除了管材应力。
采用共挤机头,增加了管材标色线。
挤出量大熔体温度低熔体温度均匀。
广泛的物料加工范围。
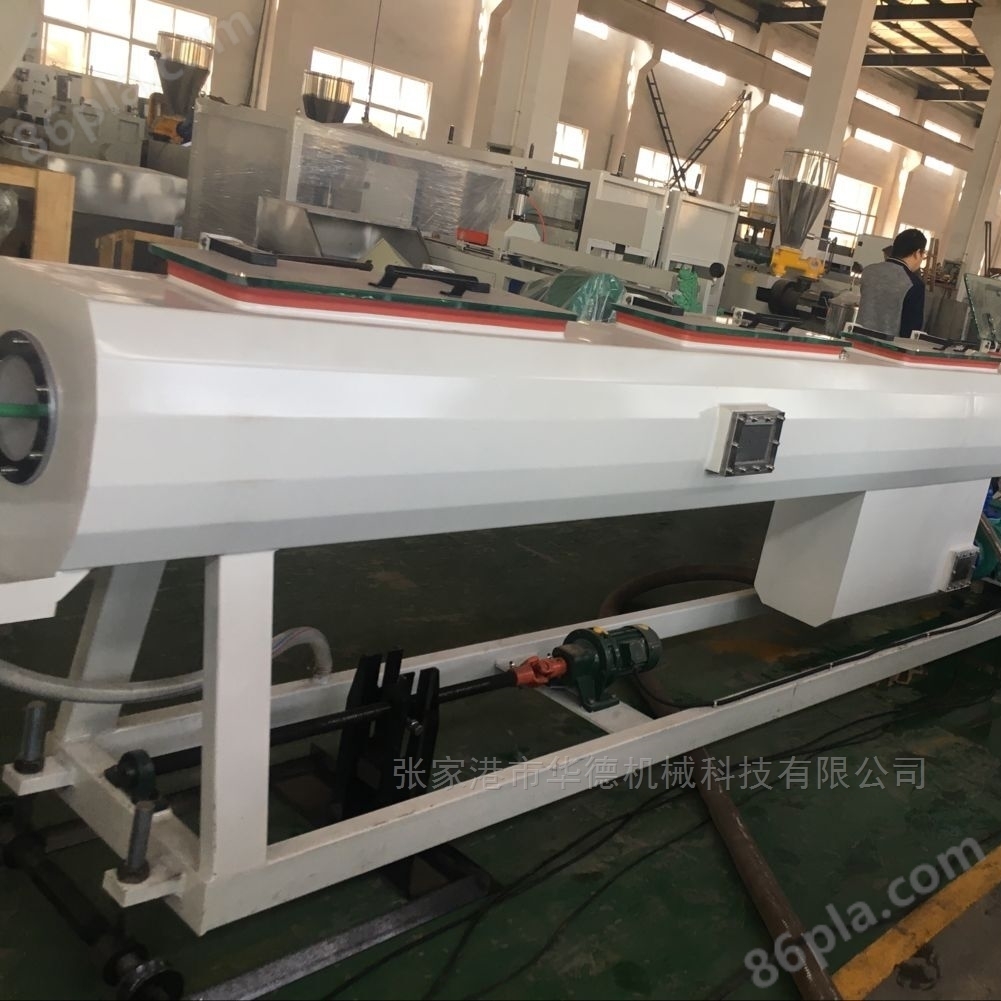
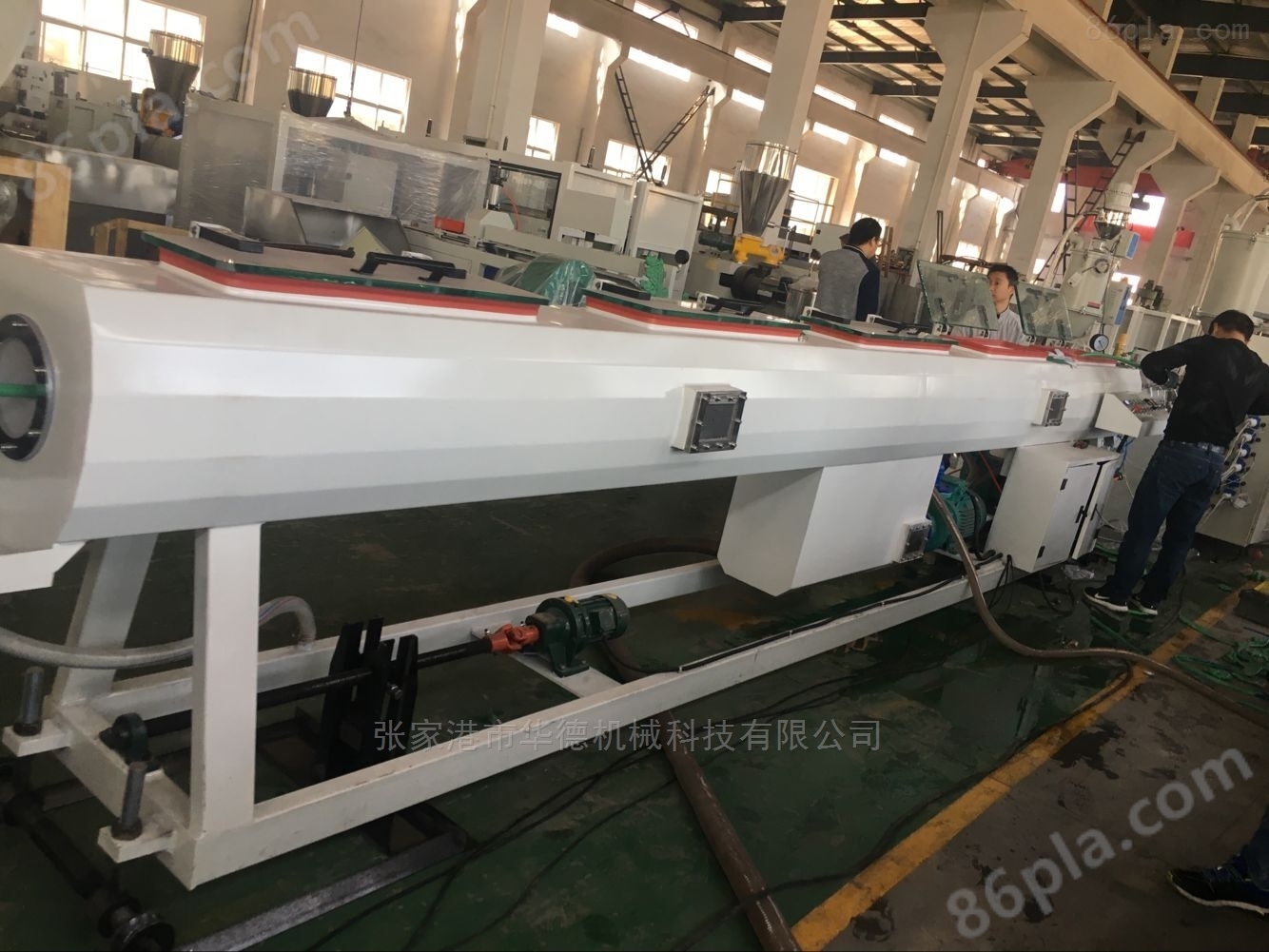
ppr管材生产线设备特点
1.该机主要用于以PPR树脂为原料的管材生产
2.采用开槽喂料机筒及屏障式螺杆设计,可提高塑化效果.
3.挤出量高,熔体温度低,温度均匀的优点.
4.屏障型两极混炼即—日螺杆,开槽机筒。
5.配置二次分流型新型模具,具有低温、低压挤出的特点:水膜式定径套,保证管材高速生产。
6.生产线由PLC程序化控制,ppr冷热水管生产线厂家,设置有良好的人机界面。
7.可选装标识线挤出,生产带色标线管材。生产线更换模具,可生产PE管材。
8.无规共聚丙烯生产线主要用于生产以PP-R树脂为原料的管材生产线,同时也适用于以PP、PB、PE树脂为原料的管材生产。
该机组是以SJ-65/33为挤出机,配备相应的模具、冷却装置、牵引装置,用于连续高效挤出生产管材。具有质量稳定,操作方便等特点。
操作规则:
1.在正式生产前4小时按PE料的要求设定温度对挤出机进行预热。
2.开启电动机前应先将润滑油泵启动,并观察油压,油压不能低于0.5Mpa,若低于此值,先关闭油泵2-3分钟,再打开,观察油压,若能维持在0.5Mpa左右,则可以开机,并在生产过程中及时巡检,观察油压情况,生产结束后,及时清理油泵过滤网。
3.观察油泵冷却水系统、料斗下冷却部分冷却、电机冷却风机运行是否正常。
4.开机前应检查每段的加热温度,确保每段的温度达到工艺要求温度,否则不允许开机。开机生产应将挤出机内上次生产的剩余料挤出(因加热时间过长,其内PE已经发生变性)。
5.观察PE挤出情况,是否顺畅,有无堵塞现象,若有堵塞现象,应及时清理,若来不及清理,且不妨碍生产,可在生产后清理。
6.接到开机指示加大挤出量,并在引管的适当位置缠上PE带,放下压棍。
7.生产进行中(特别是开始阶段)应及时调整PE挤出量,既满足生产要求,又不能出现断带现象,根据胶带的压层情况进行适当的调整。
8.生产过程中,随时观察挤出情况并及时拽下漏PE,以免掉下,影响成品管质量。
9.生产结束后,先将挤出量减至零,关闭电动机后关闭加热部分。
10.定期检查挤出机整体情况,润滑油情况,发现异常情况,及时上报处理。
11.生产过程中,上料系统应满足生产运行正常,发现异常情况及时处理或上报处理。
12.按照要求填写设备日常保养记录,填写生产日志。









 关闭
关闭 电话
电话 询价
询价